
Membru VIP

Sistemul de control CNC al mașinii de măcinat 6TD
Seria de sisteme de control CNC de mașină de măcinat este un nou sistem de control CNC de înaltă calitate lansat în Foshan. Sistemul utilizează un CPU
Detaliile produsului
Seria de sisteme de control CNC de mașină de măcinat este un nou sistem de control CNC de înaltă calitate lansat în Foshan. Folosind o nouă platformă hardware, echipată cu algoritmi de înaltă viteză de înaltă precizie de generație a doua, sistemul răspunde mai repede, efectele de prelucrare sunt mai bune și mai eficiente. Și, în funcție de scenariul aplicației utilizatorului, redesign-ul "centrat pe utilizator"
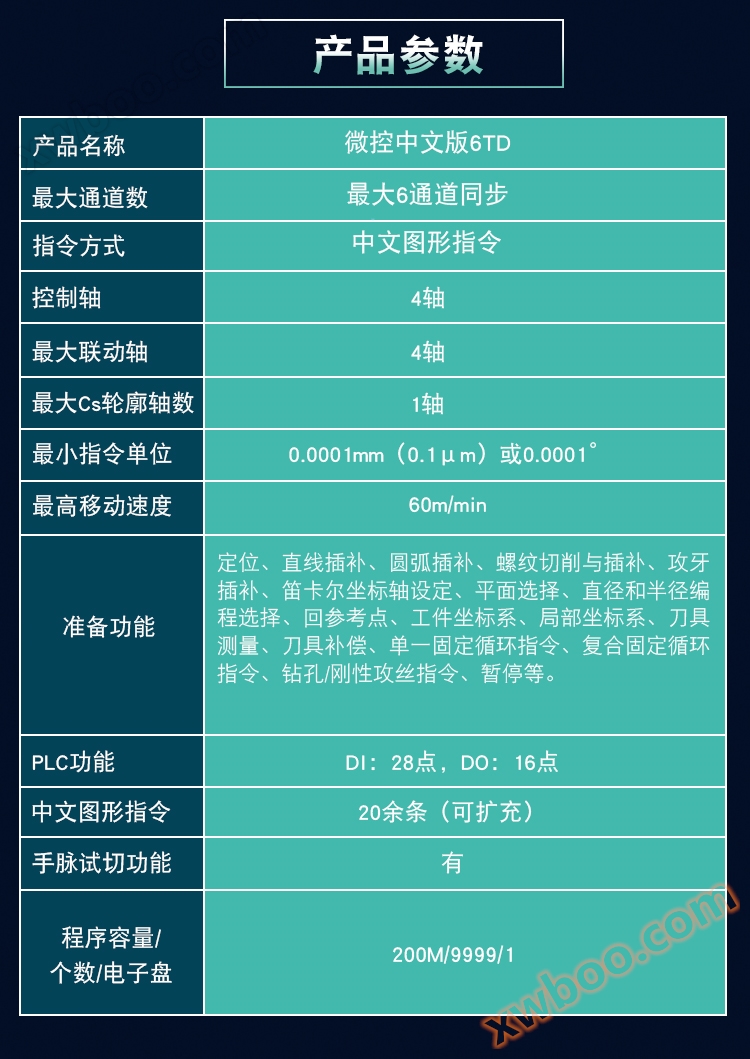
Meniul de operare, optimizarea experienței utilizatorului, îmbunătățirea eficientă a eficienței operaționale. Ecran de 8 inch, cu până la 8 canale personalizabile, 28 de axe, care pot satisface nevoile de adaptare ale diferitelor modele. Modele aplicabile: freză circulară exterioară, freză de unelte, freză de cam, freză de unelte, freză de ferăstrău.
 Unelte de frezat - aparate de măsurare
Unelte de frezat - aparate de măsurare

Mașină de frezat cu ferăstrău

Mașină de măcinare circulară exterioară
Caracteristicile funcționale ale sistemului de control CNC al mașinii de măcinat 6TD
Numărul de axe de control: 5 axe de alimentare, 2 axe analog;
Numărul de axe: 3 axe
LCD cu ecran larg de 8 inchi cu rezoluție de 800 x 480
CPU de înaltă performanță pe 32 de biți și FPGA cu dispozitive programabile la scară supermare
56M spațiu de stocare pentru utilizatori
Gama completă de funcții de autodiagnosticare în timp real, afișează diferitele stări ale sistemului în timp real
În fiecare minut, în fiecare rotaţie.
Metoda de introducere metrică, engleză
Înapoi la punctul de referință
Magnificație rapidă: F0, 25%, 50%, 100% în timp real
Rata de alimentare: 0-150% total 16 niveluri de modificare în timp real
Feedback-ul codificatorului spindului de 1 cale, numărul de linii ale codificatorului spindului poate fi setat (100p / r ~ 5000p / r)
Raportul de transmisie între codificator și axe: (1-255): (1-255)
Viteza spindului: poate fi dată de codul S sau de semnalul PLC, intervalul de viteză 0r / min ~ 9999r / min
Magnificația axei: 50% ~ 120% total de 8 niveluri de modificare în timp real
Mod de interpolare: interpolare linieră, interpolare arc circular (suport pentru interpolarea arc circular cu trei puncte), atac flexibil
Funcția de inversare automată
Controlul vitezei constante a axelui
Cod ISO, suport pentru programarea macro-codurilor expresionale, suport pentru programarea coordonatelor relative, absolute și hibride
Apeluri de program: suport pentru apeluri de macro-program cu parametri, nivelul 4 de subprogram încadrat
Cu rotație, mărire, coordonate polare, cicluri fixe și cicluri compuse multiple de frezare
Compensare independentă a spațiului invers pentru fiecare axe
Compensarea erorii distanței de șurub: punctul de compensare, intervalul de compensare, punctul de origine de compensare pot fi setate
Compensarea razei uneltelor, compensarea lungimii uneltelor, compensarea uzurii uneltelor, gestionarea duratei de viață a uneltelor
Mod de executare parțială a cuțitului: modificarea coordonatelor, mutarea uneltelor
Setarea independentă a vitezei maxime și a decelerației fiecărui axe
Oprire de urgență, limitare a parcursului hardware, verificare a parcursului software
Comutarea paginii în engleză
Afișează informații în timp real, numărul de piese prelucrate, timpul de prelucrare și altele
Diverse funcții de instrucțiuni suplimentare și funcții M, S, T etc.

Backup și recuperare de date, upgrade
Avantajele speciale ale sistemului CNC 6TD:
Avantaje de viteză
Viteza maximă de deplasare rapidă de până la 60 m/min
Viteza maximă de tăiere de până la 30 m/min
Alimentare de tăiere: înainte și reducere lineară, înainte și reducere S, apoi și reducere lineară, apoi și reducere indice
Mișcare rapidă: frontal cu decelerare lineară, frontal cu decelerare S, retro cu decelerare lineară, retro cu indice de decelerare
Viteza de începere, viteza de terminare și timpul de încetinire sunt setate în funcție de parametri
Sistemul are o funcție orientată spre viitor și poate prelita până la 15 segmente de program NC, pentru a face ca segmentele mici să fie liniate cu viteză ridicată, potrivite pentru prelucrarea pieselor
Avantajele preciziei
Compensarea spațiului de șurub, compensarea erorii spațiului de șurub de tip memorie, maximizarea preciziei de prelucrare a mașinii
1ms suplimentare de mare viteză, precizie de control 1μm, 0,1μm opțional, îmbunătățește semnificativ eficiența, precizia și calitatea suprafeței de prelucrare a pieselor.
Avantajele interfeței
Utilizatorul poate edita propriul control logic I / 0, 36 de intrari / 36 de ieșiri, semnalul de intrare poate realiza comutarea online de nivel înalt și scăzut
Programul de comunicare PLC Descărcare
Interfața de copiere USB portabilă pentru unitățile USB, pentru a realiza funcția DNC a unității USB, pentru a realiza memorie externă masivă, pentru a realiza actualizarea sistemului, parametrii, copiarea / restaurarea diagramelor
RS232: programe de piese, parametri și alte fișiere de transfer bidirecțional, suport pentru programe PLC, software-ul de sistem port serial upgrade
Poate fi montată cu roți sau roți cu panouri
Controlul de frecvență a axei, controlul pulsului axei de alimentare
Avantaje de operare
Sistem de editare pe ecran întreg, modificări online ale cuțitelor, parametrilor și altele
Afișarea trajectoriei uneltei bidimensionale și grafica poate fi mărită, redusă și deplasată arbitrar, iar direcția sistemului de coordonate grafice poate fi schimbată
Protecție prin parolă la mai multe niveluri, cum ar fi protecția programelor, parametrilor și a diagramelor, pentru gestionarea ușoară a terenului
Compatibil cu codul de instrucțiuni pentru sistemele de control CNC principale în țară și străinătate
Axle, alimentare, viteză rapidă în timp real
Începe prelucrarea oricărui segment de program, începe prelucrarea oricărui număr de unealtă
În timpul procesului de prelucrare, o singură secțiune și continuă schimbare arbitrară
Suport pentru rotile de testare
Suport pentru funcția automată de cuțit
Suport pentru recuperarea, modificarea, ștergerea, copiarea, lipirea programelor / secțiunilor / cuvintelor
Vizualizarea înregistrărilor de alarmă pentru a găsi cu ușurință erori de program sau defecțiuni ale mașinii
Suport pentru ajutor pentru a vedea semnificația codului și instrucțiunile de operare
Suport pentru editare online PLC
Suport pentru mai multe programe PLC (până la 20), programele PLC care rulează în prezent pot fi selectate
Interfața în engleză

I/O personalizate de utilizator
Funcții de bază |
funcții |
(tipul de puls) |
(tip de autobuz) |
5 |
28 |
Limită numărul axelor de control |
2 |
8 |
Limită numărul de canale |
5 |
8 |
Limită numărului de axe în canal |
2 |
3 |
Porturi de tensiune analogice |
1 |
2 |
Numărul de spindle-uri de servo puls |
Numărul de spindle-uri de servo-autobuz |
- |
Depinde de numărul de axe ai sistemului |
1 |
2 |
Intrarea codificatorului |
Tipul axei Axe dreaptă |
||
Axul rotativ |
Axul de sincronizare |
||
Suport |
Controlul axei Cs |
||
Suport |
Ciclul suplimentar |
1.024ms |
|
1ms |
Valoarea minimă a comenzii |
0,001mm |
|
0,001mm ~ 0,000001mm |
Valoarea maximă a comenzii |
± 999999,999mm ± 999999,999mm ~ |
|
± 999,999999mm |
Viteza maximă |
||
nelimitat Rata de mărire rapidă: F0, 25, 50, 100% |
Viteza maximă de alimentare |
||
Rata de alimentare nelimitată: 0% ~ 150% |
Raportul de viteze electronice |
||
1~4294967296 |
Poziţionare |
||
G00 |
Funcții suplimentare Suplimentare lineară G01 Complementarea arcului circular G02/G02 (suport pentru interpolarea spirală) Complementarea coordonatelor polare G12.1/G13.1 (prelucrare a produselor speciale de suprafață) |
||
Suplimentare cilindrică G7.1 |
Funcția filetului G32 (filet unic, suport pentru conexiunea netedă a filetelor de conducere diferite, rezervor de ulei de 8 cuvinte și alte funcții) G32.1 (filet digital) G32.2 / G32.3 (fir cu arc circular) G34 (filet cu distanță variabilă) G92 (fir cu ciclu, fir drept, conic, masculin, britanic, fir cu un singur cap, multi-cap, unghiul de tăiere a filetului) |
||
G76 (ciclu compus cu filete) |
Funcția de atac G84 (ciclu de atac rigid) G88 (ciclu de atac rigid) |
||
Suport pentru codificator de urmărire a fiulelor, suplimentare a fiulelor sincronizate |
Funcția sistemului de coordonate Alegerea planului G17-G19 Programarea coordonatelor polare G15-G16 Sistemul de coordonate G52 Sistemul de coordonate G53 Sistemul de coordonate G54-G59 Coordonate suplimentare G54P1-P99Rotația sistemului de coordonate G68.1 |
||
~G69.1 |
Puncte de referință Întoarcerea automată mecanică zero G28 |
||
Întoarcerea automată a punctelor de referință (2, 3, 4) G30 |
Programare simplificată Un singur ciclu fix Cicle fix compus Ciclul fix de foraj Ciclul fix de atac Programare inversă (,C) și inversă (,R) |
||
Programare cu unghi drept (,A) |
Funcția de sărit de semnal G31 (sărituri de semnal extern în timpul funcționării de alimentare) |
||
G160 (limită de cuplu sărită) |
Macro de utilizator |
||
Suport pentru macroprograme de clasă B; Apeluri personalizate ale macroprogramelor utilizatorilor; Interfața macrovariabilă chineză |
Funcția cuțitului Numărul cuțitelor: 64 Numărul de unelte: nelimitat (determinat de suportul de mașină / turn) Compensarea razei vârful cuțitului, compensarea uzurii uneltelor Suport pentru programul de reparare a datelor de suplimentare a cuțitelor |
||
Funcția cuțitului: cuțitul absolut, cuțitul relativ, ajustarea valorii suplimentare a cuțitului, deplasarea generală etc. |
Funcția arborelui controlul staţiei (S1-S4); Controlul cantității analogice Amplificarea arborelui 0% ~ 150%; Tensiunea analogică 0-10V Servospindle (poziționare spindle, schimbare de viteză / poziție) Control multi-spindle: M03 M04 M05 M103 M104 M105 ... |
||
M203 M204 M205 |
Funcții auxiliare |
||
Suport pentru orice număr de coduri M, funcția de cod M poate fi personalizată |
Caracteristici de înaltă viteză Precitire multiplă, suport pentru mai multe opțiuni de tip de curbă de încetinire Procesare netedă de viteză Compensarea erorii distanței de șurub (216 puncte pentru fiecare axe) |
||
Compensarea spațiului invers |
Funcții PLC PLC deschis, afișaj trapezoidal cu monitorizare în timp real, suport pentru mai multe PLC-uri Tip puls 48 de intrari 30 de ieșiri |
||
Tip de autobuz 64 de intrari 46 de ieșiri (poate fi extins la 1024/1024 de puncte) |
Controlul extins al ieșirii |
||
M20, M21 (modul de ieșire la nivel extins sau modul de ieșire pulsată) |
Încărcare automată repetată |
||
M35, M34 (pentru funcția de încărcare și descărcare automată, detectarea și repetarea încărcării continue) |
rulare manuală Alimentare manuală cu mai multe axe, înapoi la zero, alimentare cu un pas, alimentare cu roți de mână |
||
Funcționare manuală de accesibilitate |
Securitate Limite dure în direcţii pozitive şi negative Prima, a doua şi a treia direcţie pozitivă şi negativă Oprire de urgență Alarmă personalizată de utilizator (16 canale) Managementul parolelor de permisiuni |
||
Funcția de autorizare pentru perioada de utilizare (poate fi configurată și dezactivată oricând, fără a fi nevoie de procesare la fața locului) |
Funcții de depunere funcționare unică Închidere mașină |
||
Testarea roților de mână (suport pentru întoarcerea roților de mână) |
Funcții grafice Afișarea traseului de prelucrare Funcția de previzualizare rapidă a formelor de prelucrare Funcția de previzualizare a traseului de completare a cuțitului C |
||
Scalare grafică, deplasare grafică, rotație |
funcții |
21MD (tip puls) |
|
21MD (tip de autobuz) |
Afișează editarea Viteza de alimentare Informații despre model Timp de prelucrare ... |
Numărul pieselor Viteza de alimentare Informații despre model Timp de prelucrare ... Numărul pieselor Afișarea ratei de sarcină a motorului pentru fiecare axe |
|
|
Afișaj viteza motorului pe axe Memorie de programe de mare capacitate 256M 800 de programe de stocare | |||
Suport pentru introducerea, modificarea, ștergerea, copiarea programului, cu funcția de introducere a comentariilor chineze |
Alimentare cu energie electrică |
||
Unifază AC220V ± 10%, 50Hz ± 1% |
Interfață unitate Metoda 1: "Puls + direcție" Modalitatea a doua: "AB" |
||
Modalitatea 3: "Protocolul de autobuz MII" |
Comunicaţii |
||
Cerere online
-
Contacte
-
Companie
-
Telefon
-
Email
-
WeChat
-
Codul de verificare
-
Conținut mesaj
-